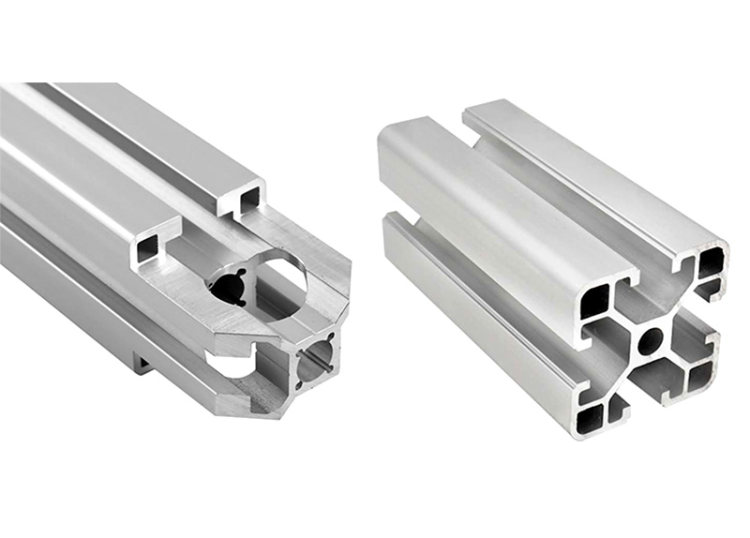
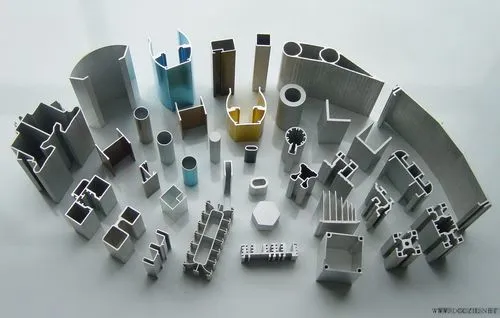
Aluminum extrusion is a versatile process used to create a wide variety of shapes and components for countless applications. During this process, molten aluminum is forced through a die, shaping it into the desired profile. While highly efficient, the extrusion process can be susceptible to various defects that can impact the quality and functionality of the final product. Understanding these defects, their causes, and potential solutions is crucial for manufacturers to ensure high-quality extrusions.

Key Stages Where Defects Commonly Occur
Defects in aluminum extrusion can arise at multiple stages of the manufacturing process. Key stages where defects commonly occur include:
- Billet Preparation: Defects in the raw billet material, such as cracks, impurities, or uneven heating, can lead to internal defects in the final extrusion.
- Extrusion Process: Improper die design, temperature control issues, and inconsistencies in material flow during extrusion can cause dimensional and surface defects.
- Post-Extrusion Handling: Rough handling, improper cooling, or inadequate cleaning after extrusion can also introduce scratches, oxidation, and other surface defects.
Identifying potential issues at each stage allows for targeted preventive measures and corrective actions to minimize defects.
Common Aluminum Extrusion Defects and Remedies
Defects in aluminum extrusions can be broadly categorized into three main types: surface defects, dimensional defects, and internal defects.
Surface Defects
Surface defects are imperfections that appear on the exterior of the extruded product, affecting its appearance and potentially its performance.
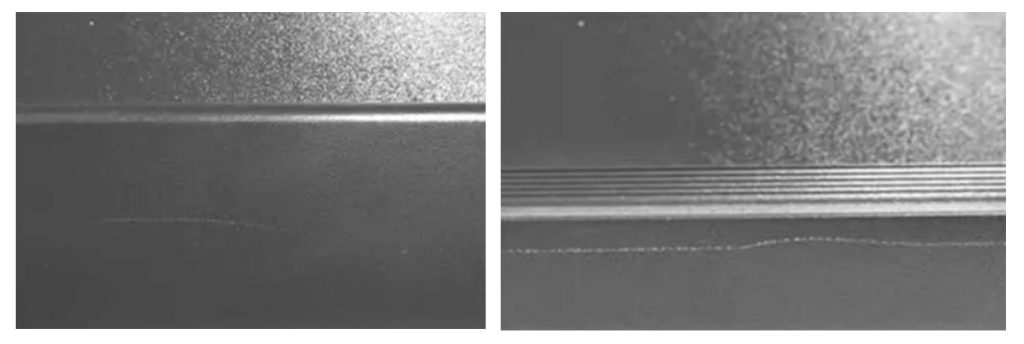
- Die Lines: Fine lines running along the length of the extrusion caused by wear or damage to the die. Regular die maintenance and using high-quality dies can mitigate this issue.
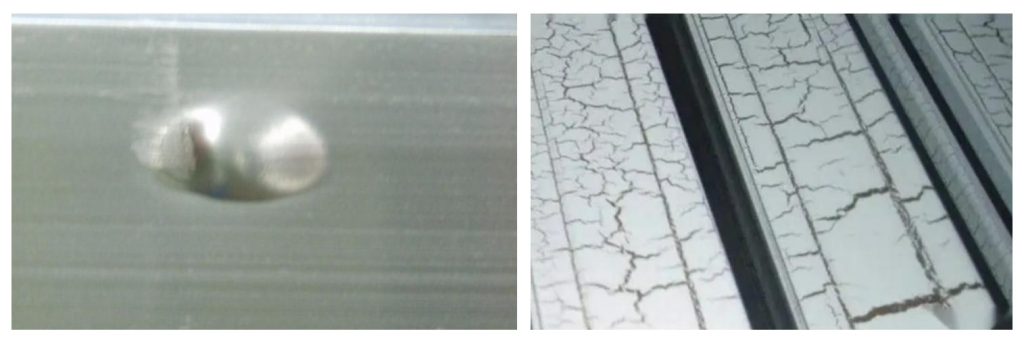
- Scratches: These can occur due to improper handling, contact with sharp objects, or contamination during the extrusion process. Ensuring clean work environments and careful handling can reduce scratches.
- Streaks: Variations in surface finish, often due to inconsistent cooling or variations in alloy composition. Proper cooling techniques and consistent alloy quality can help prevent streaks.
- Oxidation: A white, powdery film that forms on the surface due to exposure to air. While a thin layer is normal, excessive oxidation can affect appearance and corrosion resistance.
Dimensional Defects:
Dimensional defects affect the shape and size of the extruded product, which can lead to issues with fit and function in its intended application.
- Twisting: The extrusion twists along its length, typically due to uneven cooling or improper handling. Ensuring uniform cooling and careful handling practices can minimize twisting.
- Bowing: The extrusion curves along its length, often caused by uneven temperature distribution during extrusion. Maintaining consistent temperature control can reduce bowing.
- Size Variations: Deviations from specified dimensions can occur due to die wear, incorrect extrusion speed, or temperature fluctuations. Regular die maintenance, controlled extrusion speed, and temperature monitoring can ensure consistent dimensions.
Internal Defects:
Internal defects are not visible on the surface but can affect the structural integrity and performance of the extruded product.
- Porosity: Small voids or air pockets within the extrusion, often caused by trapped air during the extrusion process. Using degassed billets and optimizing extrusion parameters can reduce porosity.
- Inclusions: Foreign materials embedded within the extrusion, typically from contaminated billets or poor material handling. Ensuring clean billets and proper material handling can prevent inclusions.
- Cracks: These can form due to excessive stress, improper cooling, or poor alloy composition. Controlling stress levels, ensuring proper cooling, and using high-quality alloys can minimize cracks.
Additional Considerations:
Beyond these common defects, several other factors can influence the quality of aluminum extrusions:
- Alloy Selection: Choosing the right alloy for the intended application is critical. Different alloys have varying properties, and selecting the wrong one can lead to defects.
- Die Design: A well-designed die can reduce the likelihood of defects. Die designers must consider factors such as flow balance, cooling, and stress distribution.
- Process Control: Maintaining strict control over the extrusion process, including temperature, speed, and pressure, is essential for producing high-quality extrusions.
- Quality Inspection: Regular inspection of extrusions, both visually and using advanced techniques such as ultrasonic testing, can help identify and address defects early.
Get Quality Aluminum Extrusion for Your Project
To ensure you receive superior aluminum extrusions for your project, consider the following steps:
- Partner with Experienced Suppliers: Select suppliers with a proven track record in aluminum extrusion and a commitment to quality.
- Specify Requirements Clearly: Provide detailed specifications regarding dimensions, tolerances, surface finish, and mechanical properties to your supplier.
- Request Samples and Prototypes: Evaluate samples or prototypes to verify quality and suitability before placing a large order.
- Monitor Production and Inspection: Monitor production processes closely and conduct thorough inspections to identify and address potential defects early.
- Continuous Improvement: Collaborate with your supplier to implement continuous improvement initiatives aimed at enhancing product quality and reliability.
By understanding common aluminum extrusion defects and implementing effective solutions, manufacturers and buyers can optimize the production process and achieve consistent, high-quality extruded aluminum products for diverse applications. Feel free to contact CHAL for quality aluminum extrusions.